Definition:

A water jet cutter, also known as a water jet or waterjet, is an industrial tool capable of cutting a wide variety of materials using a very high-pressure jet of water, or a mixture of water and an abrasive substance. The term abrasivejet refers specifically to the use of a mixture of water and abrasive to cut hard materials such as metal or granite, while the terms pure waterjet and water-only cutting refer to waterjet cutting without the use of added abrasives, often used for softer materials such as wood or rubber.
Brief History:
In 1933, the Paper Patents Company in Wisconsin developed a paper metering, cutting, and reeling machine that used a diagonally moving waterjet nozzle to cut a horizontally moving sheet of continuous paper. These early applications were at a low pressure and restricted to soft materials like paper.Waterjet technology evolved as researchers around the world searched for new methods of efficient cutting systems. In 1956, Carl Johnson of Durox International in Luxembourg developed a method for cutting plastic shapes using a thin stream high-pressure waterjet, but those materials, like paper, were soft materials. In 1958, Billie Schwacha of North American Aviation developed a system using ultra high pressure liquid to cut hard materials. This system used a (100,000 psi - 690 MPa) pump to deliver a hypersonic liquid jet that could cut high strength alloys such as PH15-7-MO stainless steel. In 1962, Philip Rice of Union Carbide explored using a pulsing waterjet at up to (50,000 psi - 345 MPa) to cut metals, stone, and other materials. Research by S.J. Leach and G.L. Walker in the mid-1960s expanded on traditional coal waterjet cutting to determine ideal nozzle shape for high-pressure waterjet cutting of stone, and Norman Franz in the late 1960s focused on waterjet cutting of soft materials by dissolving long chain polymers in the water to improve the cohesiveness of the jet stream. In the early 1970s, the desire to improve the durability of the waterjet nozzle led Ray Chadwick, Michael Kurko, and Joseph Corriveau of the Bendix Corporation to come up with the idea of using corundum crystal to form a waterjet orifice, while Norman Franz expanded on this and created a waterjet nozzle with an orifice as small as (0.05 mm) that operated at pressures up to (70,000 psi - 483 MPa). John Olsen, along with George Hurlburt and Louis Kapcsandy at Flow Research (later Flow Industries), further improved the commercial potential of the waterjet by showing that treating the water beforehand could increase the operational life of the nozzle.
 Dr. Mohamed Hashish
Dr. Mohamed Hashish In 1979, Dr. Mohamed Hashish, Egyptian scientist in mechanical engineering invented a new technique to add abrasives to the waterjet that the strongest cutting tool in the world was realized. This new technology revolutionized the waterjet technology and spread its use in over 50 industries worldwide.
To ask Dr. Hashish for every thing related to waterjet technologies, go to the link below:
http://www.flowwaterjet.com/en/ask-dr-hashish.aspx
To ask Dr. Hashish for every thing related to waterjet technologies, go to the link below:
http://www.flowwaterjet.com/en/ask-dr-hashish.aspx
Pure And Abrasive Waterjets:
Pure Waterjets:
 Samples
Samples This method is primarily used for soft materials such as plastics, textiles, paper, sealing materials, metal foils, plywood, food, etc. Normal tap water is pressurised and forced through a small precious stone orifice, so that a highly powerful cutting jet is produced. This jet exits the orifice at a speed of up to three times that of sound and can be used to cut materials at high cutting speeds (determined by the properties of the material).
Abrasive Waterjets:
 Samples
Samples Abrasive cutting methods are used for hard materials such as metal, glass, minerals, concrete, glass composites, ceramics, aluminium or silicone oxide. In other words, abrasive is added where pure water is unable to cut the material properly. In the abrasive cutting process, abrasive (consisting of fine particles) is added to the waterjet. In the cutting head, water, air and abrasive are mixed together and forced through the focusing tube at high speed. The resulting high-energy jet is capable of micro-eroding, i.e. drilling and cutting, materials of great thicknesses and of the most diverse consistencies, such as metals, ceramics, rock and even bullet-proof glass.
How does WAterjet Works?
HIGH PRESSURE PUMP:
The waterjet pump has been called the heart of the water jet system, pressurizing the water and then pushing it through to the cutting head, where it will be emitted at high velocities through a tiny orifice. With such an important role to fill, the pump must be able to meet high usage demands and precision requirements.
The Intensifier Principle:
An electric motor drives a hydraulic pump that pressurises the fluid circuit of the intensifier. There, the pressure is then increased twenty times and transferred to the high pressure water system.
Pressure generation:
The water is drawn from the local supply network and pressurised by a booster pump to max. 7 bar. It then is fed through a filter system into the high pressure cylinder of the intensifier. The pressure intensifier includes a primary circuit which operates at (200 bar) by means of an electrically driven hydraulic pump. The fluid is pumped alternately through a four-way valve to the right-hand or left-hand side of the hydraulic cylinder.
The two piston rods installed in the hydraulic piston apply pressure to the water in the two high pressure cylinders of the intensifier. These are part of the secondary water circuit. Suitably dimensioned check valves on both ends of the high pressure cylinders control the input of fresh water into the cylinders and the supply of cutting water to the pump outlet. The water pressure of approx. (6200 bar) is generated through a piston surface ratio of around (38:1). The high pressure pumps are equipped with an accumulator (pressure peak compensator) that ensures that the high pressure signal at the outlet of the high pressure pump remains more or less constant during the change of direction of the hydraulic piston. The high pressure pump is connected through a high-strength stainless steel pipe to the cutting head. The sapphire or diamond orifice in the cutting head focuses the pressure into an ultrafast waterjet (speeds of approx. 800 to 1000 m/s).
To cut hard materials, the cutting power of the waterjet can be increased by adding an abrasive. In such units, abrasive, water and air are mixed in the mixing chamber of the cutting head, collimated in the focusing nozzle and accelerated. The resulting high-energy jet is capable of micro-eroding, i.e. drilling and cutting, materials of great thicknesses and of the most diverse consistencies, such as metals, ceramics, rock and bulletproof glass.
The two piston rods installed in the hydraulic piston apply pressure to the water in the two high pressure cylinders of the intensifier. These are part of the secondary water circuit. Suitably dimensioned check valves on both ends of the high pressure cylinders control the input of fresh water into the cylinders and the supply of cutting water to the pump outlet. The water pressure of approx. (6200 bar) is generated through a piston surface ratio of around (38:1). The high pressure pumps are equipped with an accumulator (pressure peak compensator) that ensures that the high pressure signal at the outlet of the high pressure pump remains more or less constant during the change of direction of the hydraulic piston. The high pressure pump is connected through a high-strength stainless steel pipe to the cutting head. The sapphire or diamond orifice in the cutting head focuses the pressure into an ultrafast waterjet (speeds of approx. 800 to 1000 m/s).
To cut hard materials, the cutting power of the waterjet can be increased by adding an abrasive. In such units, abrasive, water and air are mixed in the mixing chamber of the cutting head, collimated in the focusing nozzle and accelerated. The resulting high-energy jet is capable of micro-eroding, i.e. drilling and cutting, materials of great thicknesses and of the most diverse consistencies, such as metals, ceramics, rock and bulletproof glass.
Cutting head And Nozzle:
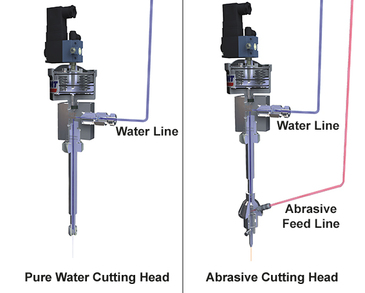
Pure Water Cutting Heads:
Water is fed through specially designed pressure-proof flexible pipelines to the cutting head. The cutting head consists of a pneumatically operated valve and a nozzle tube with a precious stone orifice (normally made in sapphire or diamond) at its outlet. The cutting jet exits the orifice at up to three times the speed of sound.
Abrasive Cutting Heads:
A special abrasive head is mounted on the water nozzle. In this head, the abrasive is mixed with the pressurized water.
Video:
REFERENCES:
- KMT Technology user manuals and website.
- BHDT Technology manuals.
- FLOW Waterjet technology database.
- Wikipedia.

 RSS Feed
RSS Feed